
Zařízení pro pájení kondenzací nasycených par s Arduino Mega
Náš čtenář René Sulyok nám poslal článek o zařízení, které vzniklo v rámci jeho diplomové práce. Přejeme příjemné čtení.
Obsah článku:
Prečo práve spájkovanie v nasýtených parách?
Trh v dnešnej dobe ponúka rôzne metódy bezolovnatého spájkovania. Kladie sa pritom dôraz na kvalitu a spoľahlivosť spájkovaných spojov. Pri použití bezolovnatých spájok pre spájkovanie pretavením sú značné zmeny v porovnaní so spájkami olovnatými v procese pretavenia spájky. Pre spájkovacie pasty bezolovnaté je nutné navýšiť predhrievaciu teplotu a aj samotný čas pretavenia. Práve tieto faktory môžu spôsobiť prehriatie jednotlivých častí dosky plošných spojov. Poškodiť sa tak môže substrát, spájkovacia pasta ako aj samotné súčiastky určené pre povrchovú montáž. Pri použití konvekčnej metódy spájkovania je teplotu pretavenia možné navýšiť jednoducho zvýšením teploty prúdiacej plynnej látky. Tým sa ale homogénne ohrieva celý plošný spoj vrátane SMD súčiastok, čo môže viesť k prepáleniu substrátu a nepretaveniu spájkovacej pasty. Podobne pri spájkovaní metódou infračerveného žiarenia závisí teplota jednotlivých komponentov od ich povrchovej úpravy a tak skôr môže dôjsť k prepáleniu SMD súčiastok než pretaveniu samotnej spájkovacej pasty. Preto ako najúčinnejšia metóda spájkovania pretavením sa javí spájkovanie v nasýtených parách.
Reflow spájkovacia pec
Toto experimentálne spájkovacie zariadenie bolo navrhnuté a zostrojené v rámci praktickej časti diplomovej práce na Katedre elektrotechniky a mechatroniky, Fakulty elektrotechniky a informatiky na Technickej univerzite v Košiciach. Princíp spájkovania v nasýtených parách spočíva v kondenzácii nasýtených pár spájkovacieho média na spájkovacej paste. Ako spájkovacie média sa používajú perfluóruhlíkové kvapaliny s rôznymi hodnotami bodu varu (155 °C až 260 °C). Pri ohreve kvapaliny na bod varu dôjde k vytvoreniu inertnej atmosféry pár, čo zabezpečí bezoxidačný proces spájkovania, čím sa eliminuje vznik intermetalických zón v spájkovanom spoji.

Pájecí cyklus
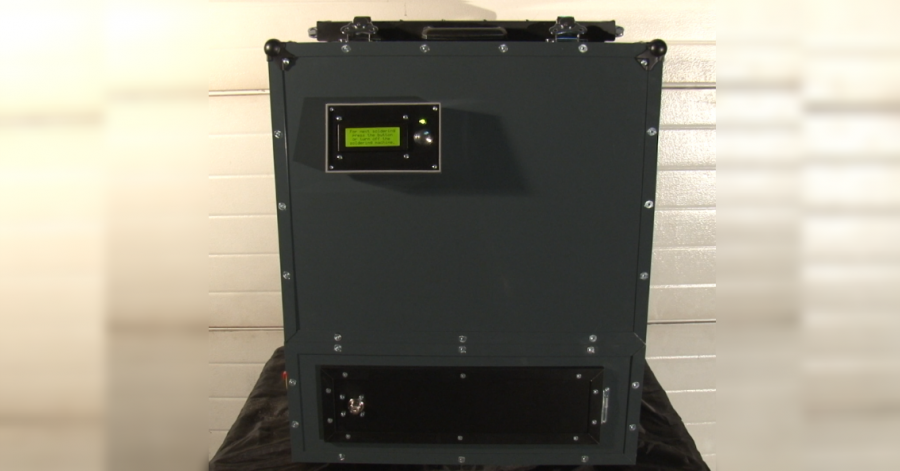
Konštrukcia pece je vyrobená predovšetkým z hliníka s povrchovo práškovanou farbou odolnou voči vysokým teplotám. V spodnej časti sa nachádzajú stabilizované napäťové zdroje pre napájanie riadiacej elektroniky, samotná riadiaca elektronika, chladenie elektroniky, hlavný vačkový spínač, riadiaca jednotka Arduino Mega 2560, driver pre riadenie krokového motora, vzdušník vodného chladenia, čerpadlo vodného chladenia a senzory pre snímanie možného úniku kvapaliny vodného chladenia. V prednej časti zariadenia je ovládací panel s prehľadným podsvieteným 4-riadkovým displejom, ktorý informuje o procese spájkovania, informačná LED dióda upozorňujúca na zmenu stavu riadiaceho programu a potvrdzujúce tlačidlo. Samostatná spájkovacia časť je rozdelená do troch zón. Najnižšie položená je zóna ohrevu, kde sa nachádza spájkovacie médium, špirála pre jeho ohrev a tepelný senzor pre meranie teploty spájkovacieho média. Nad touto zónou sa nachádza zóna spájkovania, kde dochádza k vytvoreniu inertnej atmosféry nasýtených pár. Obsahuje tiež tepelný senzor pre meranie teploty DPS. Najvyššie položená je zóna chladenia. Obsahuje hliníkový chladič vodného chladenia, axiálne ventilátory a tepelný senzor. Pohyb DPS vo zvislom smere zabezpečuje výťahový mechanizmus s krokovým motorom.

Elektronika pájecího zařízení
Riadiaci algoritmus
Po nanesený spájkovacej pasty na DPS a následnom osadení súčiastkami SMD je možné pristúpiť k procesu spájkovania. DPS sa uloží na pohybujúci sa mechanizmus. Ohrev spájkovacieho média je aktivovaný zatlačením tlačidla na ovládacom panely v stave Ready to start. Výťahový mechanizmus dopraví DPS do spájkovacej zóny. Po nahriatí spájkovacieho média na prednastavenú teplotu 230 °C a po uplynutí prednastaveného času podľa teplotného profilu spájkovania dôjde k pretaveniu spájkovacej pasty. Následne výťahový mechanizmus dopraví DPS do zóny chladenia, aktivuje sa čerpadlo vodného chladenia a laminárne chladenie. Pri procese nahrievania, spájkovania aj chladenia sa na displeji zobrazujú namerané teploty jednotlivých zón spájkovacej pece. Zmena stavu riadiaceho algoritmu je signalizovaná obsluhe akustickým signálom.

Ovládání pájecí stanice

Pohled dovnitř stanice
Bc. René Sulyok,
Katedra elektrotechniky a mechatroniky
Fakulta elektrotechniky a informatiky
Technická univerzita v Košiciach
Děkujeme za článek a přejeme hodně úspěchů!

- Sledovač slunce s Arduinem - 23.3.2022
- Programovatelný kytarový pedál s Arduinem - 26.2.2020
- Arduino infračervený teploměr vytištěný na 3D tiskárně - 11.2.2020